Introducción: El Sistema HACCP y su Relevancia en la Inocuidad Alimentaria
El Análisis de Peligros y Puntos de Control Críticos (HACCP, por sus siglas en inglés) es un método sistemático y preventivo, utilizado para identificar, evaluar y controlar los peligros asociados con las materias primas, ingredientes, procesos, ambiente, comercialización y su uso por el consumidor, a fin de garantizar la inocuidad del alimento. Este sistema de carácter preventivo está enfocado hacia el control de las etapas críticas para la inocuidad del alimento, a diferencia del control tradicional que se basa en la inspección de las instalaciones y el análisis del producto final.
La aplicación de un sistema HACCP es de gran importancia para la industria de alimentos y, en particular, para la industria quesera. Permite reducir las pérdidas de leche y producto final, así como generar confianza en el consumidor por la producción de un queso inocuo y de calidad consistente. El sistema HACCP es un documento formal que contiene básicamente dos componentes: el análisis de peligros y el plan HACCP, basado en los siete principios fundamentales.
Diseño de un Plan HACCP Específico para el Queso Tipo Gouda
Objetivo del Estudio
El objetivo de este estudio fue diseñar un plan HACCP para su implementación en el proceso de elaboración de queso tipo Gouda en una industria de productos lácteos, con el fin de proteger la salud de los consumidores y generar beneficios económicos mediante una producción más segura.
Metodología de Implementación del HACCP
La metodología empleada para el diseño del plan HACCP se basó en la aplicación de los siete principios del HACCP establecidos en el Codex Alimentarius y siguió la secuencia señalada en la norma COVENIN 3802 para la implementación de este sistema. Se tuvo en cuenta la información obtenida en la planta respecto al cumplimiento de los prerrequisitos (70-80%) y la experiencia del equipo HACCP. Para el diseño del plan, se analizaron los procesos en una planta de productos lácteos en el estado Portuguesa, Venezuela.
Fases Preliminares para el Diseño del Plan HACCP
Formación del Equipo HACCP
El equipo HACCP quedó conformado por un grupo multidisciplinario, incluyendo el jefe de control de calidad de la empresa, el gerente de producción, el jefe de higiene y saneamiento de planta y una estudiante de tecnología de alimentos de la Universidad de Oriente (Venezuela) como pasante.
Descripción del Producto: Queso Tipo Gouda
El queso amarillo tipo Gouda es un queso semiduro de textura lisa, con pocos y pequeños huecos, cuya composición característica es 41% de humedad y 32% de grasa. Se elabora a partir de leche pasteurizada, con la adición de fermentos lácteos, cuajo y otros aditivos (cloruro de calcio, colorante natural, nitrito, nitrato de sodio y sal), de acuerdo con la Norma Venezolana COVENIN 2851 y las disposiciones sanitarias vigentes, y sometido al proceso de maduración.
Se presenta en forma de barras rectangulares, con un peso aproximado de 3-3,5 Kg, envasado en bolsas plásticas termoencogibles de color rojo. El queso puede ser consumido por todo público y no requiere preparación previa. Su vida útil en almacenamiento refrigerado es de hasta seis meses en su envase original. Sus características organolépticas son: sabor y olor característicos del producto, suave, no amargo, sin signos de rancidez; color amarillo pálido uniforme; superficie lisa, compacta, sin grietas y sin crecimiento de mohos; corteza de consistencia dura y seca, revestida de un producto antimohos y de una suspensión plástica o de una película de aceite vegetal; textura firme y que pueda rebanarse fácilmente; ojos regulares o irregulares en todo el interior del queso, redondos y ovalados, brillantes y de bordes regulares. Las características físico-químicas principales incluyen humedad 41%, grasa 32%, cloruro de sodio 3%, y pH 5,3.
Alcance del Plan HACCP
El alcance del Plan HACCP elaborado para el queso tipo Gouda abarcó desde la recepción de la materia prima (leche cruda) hasta el almacenamiento del queso madurado en la planta, antes de su salida para ser distribuido por agentes externos.

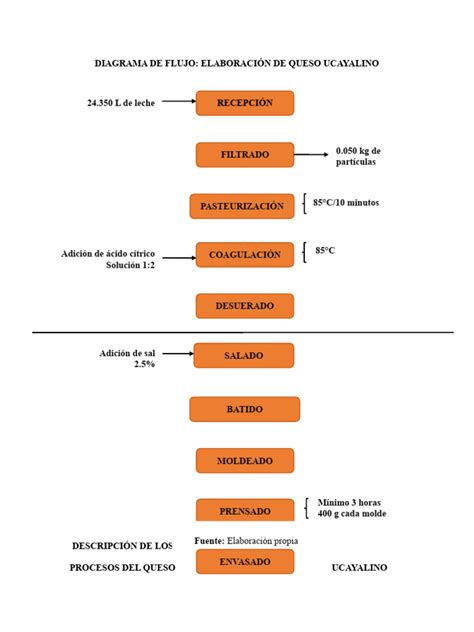
Desarrollo del Diagrama de Flujo del Proceso
Se elaboró un diagrama de flujo detallado del proceso de elaboración del queso Gouda. Este diagrama incluyó las siguientes etapas:
- Recepción de la leche cruda: Filtrada y almacenada en tanques de refrigeración entre 4 y 8 °C hasta por 20 horas.
- Pasteurización: La leche es pasteurizada a 75 °C por 15 segundos para destruir microorganismos patógenos e inactivar enzimas.
- Inoculación y Coagulación: La leche, a 32-35 °C, es inoculada con un cultivo iniciador (0,5%). Se adicionan CaCl2 para mejorar la coagulación, colorante natural onoto, cuajo y nitritos.
- Corte de la Cuajada: La cuajada formada es cortada en cubos de 1-1,5 cm².
- Agitación y Escaldado: Posterior agitación y escaldado entre 32 °C y 35 °C para facilitar la remoción del suero.
- Prensado: Los bloques de cuajada se colocan en moldes rectangulares y se prensan mecánica o por su propio peso. Este proceso se realiza entre 33 °C y 34 °C durante aproximadamente 2 horas, acidificando la pasta hasta pH 5,6.
- Salado: En salmuera al 20% por 24 horas, para prevenir el crecimiento microbiano indeseable, incrementar la rigidez y disminuir la temperatura.
- Maduración: Se realiza a 8 °C y 76% de humedad relativa durante 20 a 35 días.
La higiene durante la elaboración debe asegurarse por el cumplimiento de las Buenas Prácticas de Fabricación (BPF) y los Procedimientos Operativos Estandarizados de Saneamiento (POES), los cuales son prerrequisitos esenciales para un sistema HACCP efectivo.
Análisis de Peligros y Determinación de Puntos Críticos de Control (PCC)
Utilizando el diagrama de flujo como guía, se identificaron todos los peligros potenciales (biológicos, químicos y físicos) que eran razonables de prever en cada etapa del proceso. Posteriormente, se efectuó un análisis de peligros para determinar si el peligro identificado era significativo para la inocuidad del alimento. Finalmente, mediante la aplicación del árbol de decisión, se determinó si la etapa en estudio era o no un PCC.
Puntos Críticos de Control (PCC) Identificados en el Queso Gouda
Los PCC hallados en el proceso de elaboración del queso Gouda fueron:
- Pasteurización
- Coagulación
- Maduración
A continuación, se detalla el análisis de peligros para algunas etapas clave:
Recepción de la Leche Cruda
- Peligros Biológicos: Presencia de microorganismos patógenos debido a insuficiente enfriamiento durante ordeño y transporte, o contaminación por equipos u operarios. Estos patógenos pueden producir enfermedades transmitidas por alimentos (ETA). La medida de control es el transporte refrigerado de la leche y el control de proveedores, aceptando solo leche con temperatura < 7 ºC y tiempo de reducción del azul de metileno (TRAM) > de 2 horas.
- Peligros Químicos: Residuos de antibióticos y/o plaguicidas. Estos no pueden ser controlados mediante procesado posterior. La medida de control incluye pruebas de plataforma (análisis obligatorio de antibióticos) y aceptación solo de leche libre de antibióticos.
- Peligros Físicos: Moscas, tierra, pelos que pueden transportar microorganismos. Se controlan mediante filtración de la leche y Buenas Prácticas de Fabricación.
- Ninguno de estos peligros, bajo las medidas de control especificadas, fue considerado un PCC en esta etapa.
Almacenamiento Refrigerado de la Leche
- Peligros Biológicos: Crecimiento de microorganismos patógenos por deficiencia en la refrigeración. La leche debe permanecer refrigerada a < 7 ºC por un tiempo no mayor de 20 horas para prevenir la multiplicación de microorganismos que pueden producir toxinas no destruibles con la pasteurización. La medida de control es controlar el tiempo y la temperatura de refrigeración en los tanques de almacenamiento.
- Esta etapa tampoco fue considerada un PCC.
Pasteurización
- Peligros Biológicos: Sobrevivencia de patógenos por un deficiente procesamiento térmico (empleo de temperatura y tiempos incorrectos o una elevada carga inicial). Este es un peligro significativo. El límite operacional es 76 ± 1 °C por 15 segundos, y el límite crítico es 72 °C por 15 segundos.
- Esta etapa fue identificada como un PCC.
Establecimiento de Límites Críticos, Vigilancia y Acciones Correctivas
Luego de identificar los PCC en el proceso de elaboración del queso, se fijaron los límites críticos en cada PCC y su tolerancia. Estos límites representan algún parámetro de rápida y fácil medición (temperatura, tiempo, humedad, pH, aw, análisis químicos, observaciones visuales del producto, entre otros) que permitan obtener una respuesta oportuna, técnica y económicamente factible para garantizar la inocuidad del producto. También se establecieron niveles de referencias u operacionales, más rigurosos que los límites críticos, para reducir el riesgo de una desviación.
Se estableció la vigilancia o monitoreo como una secuencia planificada de observaciones o mediciones para determinar si un PCC estaba bajo control, generando un registro exacto para la verificación posterior. Se definió qué medir, cómo hacerlo, la frecuencia de la medición y el responsable. La vigilancia en línea incluyó mediciones de tiempo y temperatura, mientras que la vigilancia fuera de línea abarcó mediciones de salinidad, pH, tiempo de reducción del azul de metileno, pruebas de antibióticos, etc.
Además, se establecieron las acciones correctivas a adoptar cuando la vigilancia demostrara una desviación en los límites críticos o, preferiblemente, cuando existiera una tendencia hacia la pérdida de control. Estas acciones deben asegurar que el PCC vuelva a estar bajo control y que el producto afectado sea gestionado adecuadamente.
Verificación y Registros del Sistema HACCP
Finalmente, se establecieron los procedimientos para verificar (comprobar) que el sistema HACCP estuviera funcionando correctamente, incluyendo la revisión de todo el sistema y sus registros. La empresa debe realizar una revisión planificada empleando personal técnico propio (auditores internos entrenados) o contratar consultores externos.
Los registros, como la documentación de todas las actividades del HACCP, son esenciales para una aplicación eficaz del sistema, demostrando que los controles están siendo aplicados y mantenidos.
Un ejemplo de cronograma de verificación incluiría actividades como la calibración de equipos, la revisión de registros de vigilancia, las auditorías del sistema HACCP, y la confirmación de acciones correctivas, con frecuencias definidas y responsabilidades asignadas.