Esta guía se enfoca en el diseño de planta industrial, incluyendo el layout y los flujos, detallando los pasos esenciales, criterios clave de elección y métricas prácticas para validar la productividad, seguridad y costos en entornos de manufactura de México y Latinoamérica, como las fábricas de cecinas. Es un recurso confiable para entender los fundamentos y evitar errores comunes en el diseño de fábricas modernas.
Definición y Propósito del Diseño de Plantas Industriales
El diseño de plantas industriales es un proceso multidisciplinario que involucra la planificación, concepción y organización de las instalaciones productivas para lograr la máxima eficiencia. En términos sencillos, se trata de definir cómo distribuir maquinaria, personas y flujos dentro de una fábrica para operar de forma óptima.
Según IDEA Ingeniería, “el diseño de plantas industriales es un proceso complejo que involucra la planificación, diseño y construcción de instalaciones para la producción de bienes y servicios”. Esto abarca desde la ubicación de áreas de trabajo y equipos hasta la configuración de servicios auxiliares, con el fin de crear un entorno productivo bien organizado.
Objetivo Fundamental de un Correcto Diseño de Planta
El objetivo fundamental de un buen diseño de planta es lograr una producción segura, de calidad y al menor costo posible. Un layout adecuado debe equilibrar eficiencia operativa con la protección de trabajadores y productos. De acuerdo con Altertecnia, empresa de ingeniería y servicios con una gran experiencia en el sector industrial, los objetivos de una buena distribución en planta incluyen “optimizar recursos… conseguir el máximo rendimiento de cada persona en el equipo, garantizando siempre su seguridad”.
Esto implica que la disposición de la fábrica debe minimizar riesgos laborales y, a la vez, facilitar la producción sin desperdicios. Asimismo, un diseño eficaz aprovecha al máximo el espacio y la maquinaria, evita movimientos innecesarios, mantiene la calidad del producto y contiene los costos operativos. En síntesis, la planta debe poder fabricar con seguridad y calidad al menor costo unitario, manteniendo la flexibilidad para adaptarse a cambios en la demanda.
Diferenciación de Conceptos Clave: Diseño de Planta, Layout y Flujo
Es importante distinguir algunos términos relacionados. El diseño de planta industrial es el concepto amplio que engloba toda la planificación de una fábrica, incluyendo el edificio, las instalaciones de soporte y la distribución interna. El layout o distribución en planta se refiere más específicamente a la disposición física de los recursos productivos dentro de la instalación (máquinas, estaciones de trabajo, pasillos, almacenes, etc.).
Por su parte, el flujo alude al movimiento y secuencia con que materiales, productos en proceso y personas recorren la planta. En la práctica, el diseño de planta incluye definir el layout físico pero también diseñar los flujos de trabajo. Una planta bien diseñada logra que el layout físico soporte un flujo continuo y equilibrado. Como explican especialistas en mejora continua, “la idea del layout se centra en crear una disposición física óptima que soporte un flujo de materiales fluido”.
Componentes Esenciales de un Diseño de Planta Exitoso
Un diseño de planta industrial exitoso se compone de varios elementos esenciales. Por un lado, está el layout físico o distribución espacial: cómo se segmenta la planta en zonas funcionales, dónde van las líneas de producción, los pasillos, muelles de carga, almacenes y servicios. Por otro lado, están los flujos coordinados: la forma en que materiales, personal y equipos móviles (como montacargas o AGVs) circulan a través de esas zonas. Además, un buen diseño incorpora áreas de soporte (oficinas, mantenimiento, vestuarios, laboratorios, etc.) integradas al conjunto. Todos estos componentes deben engranar para que la operación sea eficiente y segura.
Layout Físico: Zonas, Pasillos, Muelles, Almacenes y Servicios
El layout físico es la configuración tangible de la planta. Incluye la definición de zonas de producción (secciones de procesos, líneas de ensamblaje, células de manufactura), pasillos y circulaciones (por donde transitan personas y vehículos internos), muelles de carga/descarga (áreas de expedición y recepción de materiales), almacenes (materias primas, productos terminados, repuestos) y áreas de servicios auxiliares (taller de mantenimiento, salas eléctricas, compresores, oficinas, vestidores, comedores, etc.). Un buen layout ubica cada zona en el lugar adecuado y con el tamaño necesario.
Por ejemplo, la zona de producción principal suele ocupar el centro, con almacenes cercanos para minimizar traslados, y muelles situados en extremos accesibles para el transporte externo. Los pasillos deben dimensionarse según el tránsito esperado, evitando cuellos de botella. Un principio básico es que “la distribución en planta es la disposición específica de los recursos productivos y la asignación de tareas a cada uno de ellos”. Esto implica no solo colocar máquinas, sino también delimitar espacios de trabajo seguros y eficientes.
Un descuido frecuente es subestimar las instalaciones de soporte: oficinas, almacenaje auxiliar o áreas de descanso. Estas “incluyen áreas como oficinas administrativas, áreas de almacenamiento de materiales, áreas de descanso para el personal, áreas de mantenimiento, entre otros”, señalan desde la empresa especializada Mecanicad. Incorporarlas desde el diseño inicial garantiza que la planta funcione de forma integral sin cuellos de botella por falta de apoyo logístico.
Flujos Coordinados: Materiales, Personas y Equipos Móviles
Junto al layout físico, un diseño óptimo coordina los flujos de trabajo. Los materiales deben moverse a través de la planta siguiendo rutas lógicas, cortas y sin interrupciones. Idealmente, la materia prima entra por un extremo, recorre las etapas de procesamiento sin retrasos ni desvíos innecesarios, y el producto terminado sale por el otro extremo. Este flujo de materiales debe estar sincronizado con el flujo de personas y vehículos internos. Por ejemplo, se establecen rutas de montacargas separadas de las sendas peatonales, para evitar riesgos. “Crear pasillos designados para separar a los peatones de las carretillas elevadoras es una obligación en la industria”, lo cual evidencia la importancia de planificar circulaciones seguras.
Asimismo, en plantas modernas se introducen vehículos de guiado automático (AGV) o bandas transportadoras para mover insumos entre áreas de forma constante. Un flujo bien coordinado significa que cada cosa y cada persona llega a donde debe, justo cuando debe. Esto abarca también la logística interna de residuos, subproductos o materiales reciclables, que necesitan rutas específicas hacia áreas de recolección sin entorpecer la producción. En síntesis, el diseño define el “qué va dónde” (layout) y el “cómo se mueve” (flujo). Ambos aspectos son inseparables: un layout impecable falla si los flujos no están planificados, y un flujo ideal no puede ejecutarse si el layout no lo soporta.
Metodología de Diseño de Planta Industrial: Los Cuatro Pasos Clave
El proceso práctico para diseñar una planta industrial, como una fábrica de cecinas, suele dividirse en fases claras. Aunque existen metodologías detalladas (por ejemplo, el Systematic Layout Planning de Richard Muther), podemos sintetizarlo en cuatro pasos fundamentales: (1) recopilación de datos base y definición de restricciones, (2) elaboración de un diseño conceptual, (3) desarrollo del diseño detallado con planos y especificaciones, y (4) validación y arranque, incluyendo pruebas de aceptación y ajustes finales.
Paso 1: Recopilación de Datos Base y Definición de Restricciones
Todo buen diseño inicia entendiendo las necesidades y limitaciones. Es crucial analizar la demanda prevista, el mix de productos y volúmenes a producir. No es lo mismo diseñar una planta para 1,000 unidades/día de un solo producto que para pequeños lotes de 50 variantes distintas. Se deben definir las capacidades requeridas en cada proceso, los turnos de trabajo (¿operará 8 horas, 16 o 24 horas? ¿Cuántos turnos y personal por turno?), así como las proyecciones de crecimiento a futuro. También entran las características físicas de los productos (dimensiones, pesos) que influirán en espacios y equipos de manejo.
Junto con estos datos de producción, se listan las restricciones: dimensiones del terreno o nave disponible, presupuesto límite, plazos de construcción, etc. Es importante igualmente compilar las normativas aplicables. En México y LATAM existen normas de seguridad industrial, construcción y ambiente que condicionan el diseño. Por ejemplo, las Normas Oficiales Mexicanas obligan anchos mínimos de pasillos, alturas libres, salidas de emergencia, ventilación, iluminación, etc. “La NOM-001-STPS-2008 regula las condiciones de seguridad e higiene en edificios e instalaciones… define especificaciones para altura libre mínima en áreas de trabajo, anchos de pasillos y escaleras, sistemas de ventilación e iluminación… y características de pisos que garanticen tránsito seguro”, explican desde el Grupo CCEIC. No considerar estos requisitos desde el inicio puede significar costosos rediseños luego. Por tanto, en esta fase se elaboran el programa de necesidades y el pliego de condiciones que el diseño deberá cumplir.
Otro aspecto de esta etapa es identificar las interrelaciones entre áreas y procesos (por ejemplo, qué departamentos requieren estar contiguos por flujo de trabajo) y las cargas de trabajo de cada sección. Se suelen generar diagramas de relaciones o “diagrama de afinidades” donde se califica qué tan cerca o lejos deben ubicarse las distintas actividades. Todo este análisis de datos cuantitativos (cantidades, superficies, capacidades) y cualitativos (relaciones, restricciones legales) constituye la base racional sobre la cual se planteará el diseño. Diseñar sin datos reales es un error crítico: cualquier suposición infundada (p.ej., subestimar la producción pico, ignorar tiempos de ciclo reales o requisitos de calidad) puede llevar a un layout inadecuado desde el primer día. Por eso, esta fase inicial de recopilación y verificación de información es determinante.

Paso 2: Diseño Conceptual
Con los datos en mano, se procede a idear soluciones de distribución. En esta fase creativa, los ingenieros elaboran uno o varios layout preliminares (a veces llamados “anteproyectos” o “block layout”) donde se definen grosso modo las ubicaciones de las áreas principales dentro de la planta. Se utilizan bloques o zonas sin entrar aún al detalle fino. Por ejemplo, se decide que la zona de producción ocupará el lado norte, el almacén de materia prima al sur cerca de recepción, las oficinas en un mezzanine, etc. Se evalúan distintas alternativas considerando el flujo de materiales, ergonomía, seguridad y eficiencia. Cada alternativa conceptual se sopesa frente a los objetivos establecidos (paso 1) para elegir la más prometedora. Una vez seleccionada la configuración general, se refina el diseño.
Paso 3: Diseño Detallado
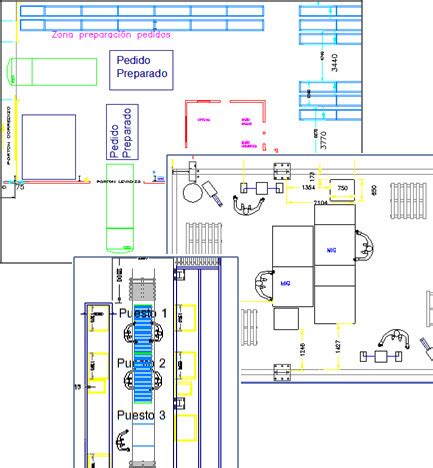
En esta etapa se lleva la alternativa elegida a un nivel de detalle completo. Se realizan planos definitivos ubicando cada máquina, cada estación de trabajo, cada rack de almacenaje, con medidas exactas. También se diseñan las instalaciones técnicas: ubicación de redes eléctricas, tuberías de aire, ventilación, extintores, iluminación, etc., en concordancia con el layout. Aquí es vital involucrar a especialistas de distintas áreas (proceso, mantenimiento, seguridad y construcción) para que el diseño sea integral. Por ejemplo, asegurar que haya accesos suficientes para mantenimiento de equipos, que los pasillos cumplan el ancho normativo y permitan giros de montacargas, que las áreas de inspección de calidad estén donde corresponde en la línea, y que los operarios tengan espacio y herramientas ergonómicas. Es frecuente apoyarse en software de diseño 2D/3D e incluso simulaciones. Al final de este paso, se cuenta con un proyecto ejecutivo completo: planos civiles, eléctricos, mecánicos, lista de equipos, memorias de cálculo, etc. Esto permite pasar a la construcción o montaje real de la planta.
Simulación planta industrial
Paso 4: Validación, Pruebas y Arranque
Una vez construida o instalada la planta según el diseño detallado, llega el momento de la verdad: probar que todo funcione según lo planeado. Aquí entran las pruebas de aceptación tanto en fábrica (FAT) como en sitio (SAT). Las pruebas FAT (Factory Acceptance Test) se realizan en las instalaciones del proveedor o fabricante de un equipo antes de enviarlo, mientras que las pruebas SAT (Site Acceptance Test) se llevan a cabo en la planta ya montada. “La diferencia está en el lugar en que se realizan los tests: las pruebas FAT tienen lugar en las instalaciones del fabricante, mientras que las pruebas SAT se hacen en su destino final. Las primeras comprueban que el equipo funciona correctamente, mientras que las segundas garantizan que cumple su función en el entorno real en el que se va a utilizar”. En otras palabras, primero se verifica el desempeño de máquinas y sistemas de forma aislada, y luego integrados en la línea de producción real.
Durante el arranque inicial de la planta, se monitorean de cerca todos los procesos para comparar contra los indicadores de diseño (p.ej., velocidades de línea, tiempos de ciclo, capacidades de extracción de aire, etc.). Es normal hacer ajustes finos: balancear alguna estación que quedó más lenta, recalibrar una máquina, reubicar un estante que obstruye el paso, o mejorar la señalización donde se detectan confusiones. Esta fase concluye cuando la planta logra operar a los niveles esperados de producción de manera sostenida.
La etapa de validación es crucial para evitar que errores de diseño se perpetúen. Una práctica recomendada es realizar simulacros y pruebas piloto antes del arranque formal, por ejemplo, producir lotes de prueba o simular diferentes escenarios de volumen. Cualquier problema identificado a tiempo debe llevar a acciones correctivas. Es preferible ajustar en este momento que sufrir ineficiencias crónicas.
Principios Clave en la Distribución de Planta
Los problemas de diseño y distribución de planta son fundamentales para cada tipo de empresa, y existen ejemplos resueltos para una amplia gama de situaciones. La distribución de planta es un importante prerrequisito para una operación eficiente y resuelve una cantidad significativa de problemas comunes a todas las empresas. Antes de conocer los principios de la distribución en planta o layout, es importante saber que dicha distribución consiste en la mejora más importante que se puede hacer en una fábrica a través del cambio físico de la planta.
Es de gran importancia para todo tipo de empresa conocer los diversos problemas de diseño y distribución de planta. Dicha distribución es un importante prerrequisito para una operación eficiente, la cual a su vez, resuelve múltiples problemas comunes a todas las empresas. Esto, junto a conseguir, de manera definitiva, que las operaciones propias de las actividades industriales produzcan con el menor movimiento posible de materiales y de personal. Un pensador clave en este campo fue R. Muther, quien abogó por establecer una industria que produjera a su máxima capacidad, eliminando cualquier desperdicio. Por ninguna razón se debe excluir nada referente a la producción en la industria; debe encontrarse incluido todo lo que comprende el proceso de fabricación de un bien.
En todo momento se debe tener en cuenta la distancia que se recorre en cada operación, y se debe seleccionar la más corta, cómoda y segura. Cuando se utilizan máquinas automáticas en las industrias para producir en masa, el volumen de producción aumenta, haciendo aún más crítico un diseño de planta optimizado.