La fabricación de helados industriales depende críticamente de la refrigeración en cada etapa del proceso. Desde la mezcla inicial hasta el almacenamiento final, el frío controlado garantiza la textura, el sabor y la inocuidad del helado, manteniendo siempre la temperatura de conservación de helados dentro de rangos seguros. El control de la temperatura es crítico en cada etapa del proceso industrial.
Los directivos del sector heladero (CEO, jefes de producción, de calidad y de mantenimiento) saben que un fallo en la cadena de frío puede traducirse en pérdidas de producto y riesgos sanitarios. La refrigeración industrial no es un elemento auxiliar en la fabricación de helados industriales: es el eje central de todo el proceso. Disponer de cámaras frigoríficas para helados adecuadas, sistemas de congelación eficientes y un buen plan de mantenimiento reduce riesgos operativos y evita costes ocultos.

Fases del Proceso de Fabricación Industrial
La producción de postres helados a escala industrial implica una serie de pasos complejos que se llevan a cabo con precisión para garantizar que se consiga el producto deseado. El proceso puede variar según el tipo de postre, pero generalmente pasa por procesos de producción similares que crean la textura, el sabor y la consistencia óptimos.
1. Pesado de Ingredientes
Es la primera etapa para la fabricación de helado. Se deben pesar todos los ingredientes antes de ponerlos en el pasteurizador si se quiere asegurar que no se ha omitido o duplicado algún ingrediente. Los ingredientes con menor porcentaje, como estabilizantes, emulsionantes, proteínas, aromas y colorantes, deben ser pesados escrupulosamente en una balanza de precisión, sobre todo si las cantidades son pequeñas.
2. Mezcla de Ingredientes
La mezcla o disolución de los ingredientes es el segundo paso en la realización de un helado, y suele realizarse directamente en la pasteurizadora, que permite una agitación continua. Se introducen primero los ingredientes líquidos (agua, leche, huevos, nata) y se sigue con los sólidos conforme sube la temperatura. La mezcla podría incluir leche, nata, edulcorantes, saborizantes, emulsionantes, estabilizantes y otros aditivos. Se introducen primero los líquidos (leche o agua), luego la nata. A unos 30ºC se puede empezar a mezclar leche en polvo y azúcares en polvo, con agitación máxima del emulsionador. A continuación se incorpora el estabilizante-emulsionante con una parte de la sacarosa, para que no se encapsule y pueda disolverse correctamente. A unos 60ºC-70ºC se agregan los jarabes de glucosa líquidos, coberturas de chocolate, cacao o pastas de frutos secos. Para infusionar vainilla o canela, se utiliza un portavainas dentro del pasteurizador, o bien se infusión con parte del agua o de la leche aparte.

3. Pasteurización
La pasteurización es un proceso crucial en la producción de postres helados a escala industrial. Es el proceso de calentar la mezcla base (unos 85 °C) y luego enfriarla rápidamente (hasta ~4 °C). Este tratamiento térmico es imprescindible para reducir y/o retrasar la aparición de microorganismos indeseados. Su objetivo es la reducción de la población de microorganismos presentes en los alimentos, prolongando su vida útil y garantizando la seguridad alimentaria. Consigue la eliminación de los microorganismos patógenos, aunque solo logra una reducción de los microorganismos alterantes. La pasteurización es un tratamiento térmico suave, a diferencia de la esterilización, que es muy intenso. Emplea temperaturas y tiempos de contacto relativamente bajos, consiguiendo una prolongación moderada de la vida útil a cambio de una buena conservación del valor nutritivo y de las cualidades organolépticas del alimento. Los intercambiadores de calor son un componente esencial del proceso de pasteurización, utilizados para calentar y enfriar de forma rápida y eficaz.
4. Homogeneización
El proceso de homogeneización consiste en dividir finamente los glóbulos de materia grasa de la mezcla mediante calor y presión para facilitar la futura incorporación de aire y lograr una mezcla más homogénea. La grasa de leche sin homogeneizar puede formar racimos por acción de la aglutinina y ascender, formando una "capa de nata". Este proceso previene dicho "defecto".
5. Maduración
La mezcla pasteurizada reposa varias horas a ~4 °C en tanques refrigerados. La maduración es un proceso de reposo en frío (2-5 °C) con agitación suave y ocasional para facilitar la hidratación de las proteínas y la estabilización. También facilita la incorporación posterior de aire y, en el momento del consumo, da mayor aguante a temperatura ambiente. El tiempo de maduración en la tina de enfriamiento es muy variable, y va de las 4 a las 48 horas. La maduración permite que las proteínas se hidraten al máximo y que los estabilizantes hagan su trabajo. Un mínimo de 4 horas desde que se llega a 2ºC después de la pasteurización es recomendable, siendo lo óptimo 8-10 horas. Si no se realiza la maduración, el helado tendrá más agua libre, lo que causará cristalización y la aparición de cristales de hielo perceptibles. También, al no hidratarse bien el estabilizante, el helado puede fundirse antes o presentar granillos.
6. Mantecación y Congelación Parcial
Durante este proceso, la mezcla madurada se congela parcialmente mientras se bate para incorporar aire (overrun), cambiando la textura de líquida a sólida o semisólida por medio de agitación y frío. La mezcla de helado se introduce en una mantecadora (heladera), que es un tubo cilíndrico que produce frío en sus paredes (-35ºC) y tiene aspas que rascan este cilindro, congelando el agua y dando forma al helado. La velocidad y la temperatura de la máquina se regulan para crear la textura deseada, y la mezcla se bate durante el proceso para introducir aire, creando una consistencia suave y tersa. En congeladores continuos industriales, el helado sale a unos -5 °C, obteniendo una masa semisólida aireada. El porcentaje de aire incorporado (overrun) estará alrededor del 30% en heladería artesana, pero puede ser muy variable en función de los ingredientes empleados y las características del proceso industrial. El ciclo de mantecación dura unos 8-12 minutos, y el producto final sale a una temperatura de entre -8ºC y -12ºC.
7. Envasado
El envasado de postres helados es un paso crucial. El equipo utilizado está diseñado para garantizar que el producto esté protegido de la contaminación, se mantenga fresco y sea visualmente atractivo. Se utilizan cubetas o contenedores aptos para uso alimentario, limpios y desinfectados. El helado debe taparse con un film de plástico o una tapa para impedir su contacto con el aire, ya que el helado es un "absorbe olores" y el aire puede resecarlo. El proceso de envasado consta principalmente de tres fases: preenvasado (acondicionar el material), llenado (con máquina llenadora ajustable a diferentes tamaños) y sellado (con selladoras térmicas, ultrasónicas o al vacío para asegurar la frescura). El equipo de embalaje adecuado garantiza consistencia y calidad, reduce residuos y minimiza el impacto medioambiental.
8. Endurecimiento Ultrarrápido (Abatimiento de Temperatura)
Tras el batido, el helado blando se somete a una congelación intensa y ultrarrápida en un túnel de congelación (con aire a ~-35 °C) hasta que el producto alcanza ≤ -18 °C. Si es importante envasar el helado en recipientes adecuados y cerrarlos bien, también lo es reducir rápidamente su temperatura para evitar la formación de cristales grandes que afecten negativamente a la textura. Después de envasarlo, se pasa al abatidor de temperatura para bajar la temperatura a -22ºC como mínimo, lo más rápidamente posible. La micro cristalización del agua, es decir, congelar rápidamente a baja temperatura, crea finísimos cristales de hielo imperceptibles a la vista y al paladar, mejorando la percepción del frío y la textura.
Funcionamiento Básico Túnel De Congelacion IQF ..!!!
9. Conservación, Transporte y Exposición
Una vez finalizado el proceso de congelación, el helado requiere condiciones estrictas de conservación para mantener su estabilidad estructural, evitar alteraciones sensoriales y garantizar su vida útil. El helado endurecido se mueve a cámaras frigoríficas a aproximadamente -20 °C para su conservación. En el caso del helado industrial envasado, estas condiciones son especialmente exigentes: el producto debe mantenerse en cámaras de congelación por debajo de -18 °C, siendo habitual operar en torno a -20 °C, tanto en fábrica como en almacenes logísticos. En el punto de venta, los congeladores deben conservar los helados a una temperatura mínima de -18 °C, asegurando la continuidad de la cadena de frío hasta el momento del consumo.
La conservación de los helados debe estar por ley por debajo de -18ºC. Sin embargo, para mantener el helado durante un período largo de tiempo sin que ello afecte demasiado a su estructura, debería conservarse a unos -24ºC para evitar la cristalización. El transporte del helado, al tratarse de un producto congelado, debe realizarse en condiciones que garanticen que no perderá temperatura. Una pérdida de temperatura inutilizará el producto, ya que se producirá una descongelación y una nueva congelación en destino, lo que generará cristales grandes de hielo y posibles problemas microbiológicos. Para distancias largas, se requiere un transporte refrigerado que asegure una temperatura de -18ºC como mínimo. Para distancias cortas, un transporte isotérmico o contenedores isotérmicos pueden ser suficientes. Las vitrinas de exposición, aunque esenciales para la venta, no son el mejor lugar para conservar el helado a largo plazo, por lo que el helado debe ir a un armario de congelación con una temperatura aproximada de -15ºC tras la exposición.
El Rol Crítico de la Refrigeración Industrial
En la fabricación de helados industriales, el control de la temperatura es crítico en cada etapa del proceso. La refrigeración industrial supone una fracción muy significativa del consumo eléctrico en una fábrica de helados, siendo un proceso de altísima demanda energética.
Normativa y Control de Calidad
La exigente normativa actual, junto con los sistemas de autocontrol basados en APPCC, obligan a las fábricas de helados a establecer un control riguroso de temperaturas en todas las fases de producción, conservación y transporte. Según estas normas, se deben mantener registros verificables de temperatura, especialmente durante la maduración, el congelado rápido y el almacenamiento final. El departamento de calidad monitoriza que la temperatura se mantenga dentro de los límites establecidos en cada fase, registrándolo en sistemas HACCP.
Tecnologías de Refrigeración
En la refrigeración industrial de helados se tiende a usar refrigerantes naturales por su eficiencia y menor impacto ambiental. Grandes fábricas emplean amoníaco (NH₃, R717) como fluido frigorífico principal, a veces combinado con CO₂ (R744) en sistemas en cascada para lograr temperaturas de congelación muy bajas.
Mantenimiento y Fallos Comunes
El mantenimiento preventivo de las instalaciones frigoríficas es fundamental para garantizar la continuidad de la producción y la calidad del helado. Una avería en un compresor o en una cámara de congelación puede suponer costosas pérdidas de producción o producto. Algunos fallos frecuentes en las fábricas de helados están relacionados con errores operativos o de diseño en las instalaciones frigoríficas. Por ejemplo, un túnel de congelación subdimensionado puede no alcanzar los -35 °C necesarios para endurecer correctamente, generando recristalización posterior. También son habituales las fugas térmicas en cámaras mal selladas, oscilaciones de temperatura por apertura frecuente de puertas o un mantenimiento deficiente de los evaporadores, que reduce la capacidad de intercambio térmico.
Impacto en la Calidad del Producto
Parámetros como el overrun -porcentaje de aire incorporado en la mezcla- dependen directamente de una buena refrigeración industrial. Si el sistema de congelación no mantiene una temperatura constante durante el batido, la mezcla puede no alcanzar la viscosidad adecuada, impidiendo la correcta incorporación y retención del aire. Esto afecta a la cremosidad, el volumen final y la percepción sensorial del producto. Si se incorpora poco aire, el helado será pesado y posiblemente apretado. La congelación rápida a baja temperatura crea finísimos cristales de hielo imperceptibles, evitando la formación de cristales grandes que afectarían negativamente la textura.
Eficiencia Energética y Sostenibilidad
Mejorar la eficiencia energética de los sistemas de frío es una prioridad para reducir costes y avanzar en sostenibilidad debido a la altísima demanda energética. Las medidas para mejorarla incluyen emplear maquinaria de alto rendimiento (compresores con variador de velocidad), reforzar el aislamiento de cámaras, y aplicar controles inteligentes de temperatura.
Digitalización y Trazabilidad
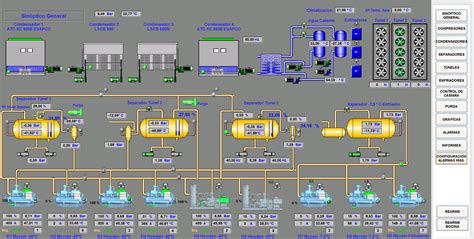
Las fábricas de helados y las grandes plantas industriales están incorporando nuevas tecnologías que no solo optimizan la eficiencia térmica, sino que también facilitan el control y la trazabilidad. La digitalización y sensorización permiten la monitorización remota en tiempo real de temperaturas, presiones y consumo energético mediante sistemas SCADA o plataformas IoT específicas para frío industrial. Estas innovaciones responden a las exigencias técnicas del producto helado, a las demandas de sostenibilidad, reducción de costes y cumplimiento normativo.