El aluminio es un material fundamental en la producción moderna, utilizado en estructuras que requieren ligereza y estabilidad, como bicicletas, motocicletas, remolques para camiones, perfiles de vehículos ferroviarios y materiales para viajes espaciales. Gracias a su baja densidad y buena resistencia, el aluminio se ha convertido en una parte integral de la industria. Sin embargo, su procesamiento, especialmente la soldadura, presenta desafíos únicos que requieren conocimientos y habilidades específicas.
Desafíos Clave al Soldar Aluminio
Además de todas sus ventajas, existen algunos aspectos complicados al soldar este metal. La soldadura de aluminio requiere conocimientos y habilidades especiales debido a sus propiedades:
- Capa de Óxido: Tan pronto como el aluminio se expone al aire, forma una delgada capa de óxido de aluminio. Esta capa le confiere su inconfundible aspecto gris plateado y lo hace resistente a la corrosión del agua, al oxígeno e incluso a muchos productos químicos. Sin embargo, actúa como una armadura sólida que impide que el arco y el baño de soldadura formen una conexión. La capa de óxido tiene una temperatura de fusión de aproximadamente 2050 °C (2000-2037 °C o 3700 °F), mientras que el propio aluminio se funde a unos 660 °C (650 °C o 1220 °F). Esto implica que se necesitaría una temperatura tres veces superior a la superficie para romper la capa de óxido solo con calor, con un gran riesgo de que el aluminio se derrita tan pronto como la capa de óxido ceda. Además, esta capa actúa como un aislante que interrumpe el flujo de corriente desde el alambre hasta la pieza de trabajo en procesos como MIG.
- Alta Conductividad Térmica: El aluminio dispersa el calor rápidamente, lo que dificulta mantener la temperatura en el área de soldadura y puede provocar inconsistencias. Esto dicta el uso de ajustes de voltaje y amperaje más altos, y velocidades de desplazamiento de soldadura más rápidas.
- Baja Temperatura de Fusión del Metal Base: Aunque la capa de óxido tiene un punto de fusión alto, la baja temperatura de fusión del aluminio base lo hace propenso a quemarse si el control del calor no es preciso.
- Porosidad: Es propeno a la porosidad (burbujas de gas atrapadas en la soldadura), causada por la humedad o el aceite en la superficie, o por un gas de protección inadecuado.
- Distorsión: El aluminio se expande y contrae más que otros metales cuando se calienta y enfría, lo que genera una mayor probabilidad de deformación y distorsión durante la soldadura.
- Variabilidad de Aleaciones: El aluminio se presenta en diversas aleaciones, cada una con características diferentes en cuanto a soldabilidad.
Preparación Crucial Antes de Soldar Aluminio
Para soldar aluminio con éxito, una superficie de trabajo limpia es un requisito básico para obtener un buen resultado de soldadura.
Limpieza de la Pieza de Trabajo
Antes de abordar la capa de óxido, es fundamental eliminar cualquier tipo de suciedad, como grasa o aceite. Utilice un paño de microfibra que haya empapado previamente con disolventes como butanol, acetona o diluyente de pintura. Desengrase la junta hasta que los trapos salgan limpios.
Una vez eliminada la grasa y los residuos, se puede empezar a eliminar la capa de óxido de aluminio:
- Eliminación Mecánica: Funciona bien con un cepillo o un vellón. Se recomienda usar un vellón sintético que contenga partículas adheridas, con el cual la capa se puede quitar con relativa suavidad, ya que los cepillos pueden dejar rasguños no deseados.
- Cepillado Específico: Si utiliza un cepillo de alambre, este debe ser de acero inoxidable y usado exclusivamente para aluminio. Cepille siempre en una sola dirección. Tenga cuidado de no cepillar con demasiada brusquedad, ya que un cepillado áspero puede incrustar aún más los óxidos en la pieza. Nunca limpie aluminio con un cepillo que se haya utilizado en acero inoxidable o acero al carbono.
- Temporalidad: Dado que el aluminio se oxida nuevamente después de unos minutos (dependiendo de las condiciones ambientales), es posible que deba realizar todo el procedimiento de preparación varias veces. Suelde poco después del cepillado y evite tocar la zona con las manos desnudas.
- Soluciones Químicas: Si utiliza soluciones de grabado químico, asegúrese de retirarlas completamente de la pieza antes de soldar.
La presencia de residuos negros de hollín después de soldar el metal indica impurezas del gas, el material base o el alambre de soldadura, subrayando la importancia de una limpieza exhaustiva.
Precalentamiento
Si va a soldar láminas de aluminio más gruesas (un poco más de 10 mm o 3/16-1/4 pulg. en adelante), se recomienda precalentar la pieza a unos 95-150 °C (200-300 °F). Esto ayuda a reducir el enfriamiento inicial, previene el agrietamiento de la soldadura y evita arranques en frío o falta de fusión. La temperatura de precalentamiento no debe exceder los 110 °C (230 °F); use un indicador de temperatura para evitar el sobrecalentamiento. La colocación de soldaduras por puntos al principio y al final del área a soldar también contribuirá al esfuerzo de precalentamiento.
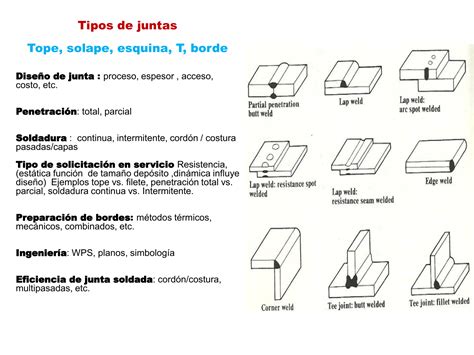
Diseño de Juntas y Fijación
Un ajuste perfecto ayuda a controlar el calor y reduce la porosidad. Los huecos pueden aumentar las salpicaduras y las quemaduras en las piezas finas. Los soportes de cobre o los disipadores de calor pueden alejar el calor y sostener el borde. Utilice abrazaderas y fijaciones para evitar la distorsión y sujetar las piezas sin forzarlas.
Métodos de Soldadura de Aluminio: TIG vs. MIG
El aluminio se puede soldar mediante diferentes procesos, siendo los más utilizados TIG (GTAW) y MIG (GMAW).
Soldadura TIG (GTAW - Gas Tungsten Arc Welding)
El proceso de soldadura TIG con corriente alterna se utiliza principalmente para láminas más delgadas (0.040-1/8 pulg. o 1-3 mm), uniones a tope y piezas delicadas, donde ofrece un control estricto y un aspecto limpio de la soldadura. Es ideal para juntas de precisión y donde la calidad del cordón es crucial, aunque es más lenta y requiere más habilidad.
- Corriente Alterna (CA): Es esencial para la soldadura TIG de aluminio. La media onda positiva rompe la capa de óxido, y la media onda negativa logra la profundidad de soldadura (penetración) y enfría el electrodo, resultando en una combinación ideal.
- Electrodo de Tungsteno: Es importante que el electrodo se seleccione correctamente. Para soldar aleaciones de aluminio, utilice el electrodo verde (no dopado, de tungsteno puro), que garantiza una buena estabilidad del arco. El E3® púrpura, hecho de tierras raras u óxidos mixtos, es una alternativa viable. Si el electrodo emite componentes de tungsteno, puede contaminar el material base, manifestándose como pequeños puntos blancos en la soldadura, indicando un error de enlace. El electrodo debe afilarse hasta un punto de entre 30-60 grados para facilitar la iniciación del arco.
- Formación de Calota: Al soldar con corriente alterna, se debe formar una bola ("calota") en la parte delantera del electrodo. Con esto, se puede empujar la capa de óxido fundido hacia adelante como terrones, impidiendo que entren en el cordón de soldadura.
- Ajustes TIG:
- Balance de CA: Controla la acción de limpieza y la forma del charco. Un punto de partida de 65-75% negativo del electrodo (EN) proporciona una buena mezcla de penetración y limpieza del óxido.
- Frecuencia de CA: Entre 80-120 Hz tensa el arco, proporciona un cordón más estrecho y fácil de apuntar.
- Amperaje: Ajuste un amperaje lo suficientemente alto para que el charco se forme rápidamente, luego module con un pedal o un interruptor.
- Pulso: En piezas finas, un pulso de baja frecuencia (ej., 1-2 Hz) ayuda a añadir relleno a un ritmo constante y a mantener bajo el pico de calor.
- Técnica: Al iniciar el arco, aparecerá una "zona escarchada" (acción de limpieza). La varilla de relleno no debe introducirse hasta que se vea un charco húmedo y brillante, indicando que la capa de óxido se ha fundido. Introduzca la varilla de relleno en el tercio delantero del charco, manteniendo una longitud de arco corta y un ángulo de antorcha constante. Si el charco parece granuloso o pastoso, compruebe la limpieza y la cobertura de gas.
Soldadura MIG (GMAW - Gas Metal Arc Welding)
La soldadura MIG es la forma preferible de soldar aluminio para secciones más gruesas (≥1/8 pulg. o ≥3 mm) donde la velocidad y la productividad son fundamentales. Es más rápida y fácil de dominar, ideal para soldar marcos, placas y costuras largas, y especialmente adecuada para soldaduras en ángulo con el fin de introducir correctamente el relleno de soldadura.
- Equipamiento Específico:
- Pistola de Carrete o Sistema Push-Pull: Es ventajoso utilizar un sistema push-pull o una pistola de carrete para una alimentación de hilo constante, ya que el alambre de aluminio es blando y propenso a enredarse. Los sistemas push-pull son ideales para soldadura mecanizada y distancias largas de alimentación.
- Liner: Un error común es usar un liner de acero. Para soldar con alambre de aluminio, se recomienda un liner especial de carbono PTFE que, gracias a su contenido en grafito, permite una mejor lubricidad y evita la introducción de partículas de acero. Cambie los liners con frecuencia.
- Punta de Contacto: Debe tener un diámetro aproximadamente 0.015 pulgadas más grande que el alambre de aporte, ya que el aluminio se expande más que otros materiales como el acero.
- Rodillos de Transporte: Utilice rodillos impulsores diseñados para aluminio, con una ranura en U para evitar la deformación del alambre. Ajuste la tensión para proporcionar una velocidad de alimentación de alambre uniforme; demasiada tensión deformará el alambre, y muy poca resultará en una alimentación desigual.
- Cuello de Antorcha: Un cuello curvo de antorcha con una curvatura de al menos 22 grados es ventajoso. Mantenga el cable de la pistola lo más recto posible para minimizar la resistencia y asegurar una alimentación suave del alambre.
- Ajustes MIG:
- Voltaje/WFS (Wire Feed Speed): Ajuste para obtener un sonido suave y parecido al spray con una transferencia estable.
- Stickout: Mantenga una separación corta (aproximadamente 3/8-1/2 pulgada).
- Técnica: Emplee la técnica de empuje (no de arrastre) con un ángulo de 10-15° para mejorar la cobertura del gas y reducir la porosidad. Evite las tramas grandes y utilice cordones rectos y superpuestos para conseguir juntas más anchas y evitar la falta de fusión en frío (cold lap).
Soldadura TIG en Aluminio: Trucos, Consejos y Demostración Real
Flujograma de Decisión: TIG vs. MIG
La elección del proceso de soldadura depende en gran medida del grosor del material y de la precisión requerida.
- ¿El cordón es fino (<1/8 pulg. o 3 mm) y visible, se trata de esquinas estrechas o piezas delicadas? → Elija TIG para control estricto y un aspecto limpio.
- ¿El espesor es de ≥1/8 pulg. o 3 mm, se trata de costuras largas o estructuras grandes? → Elija MIG para velocidad y productividad.
- ¿Acceso limitado o fuera de posición? → Elija el proceso que maneje mejor y ajuste los parámetros; si es MIG, considere un voltaje más bajo y un recorrido más rápido para controlar la acumulación.
- ¿Piezas con requisitos mixtos? → Puntee con TIG y rellene con MIG, finalizando con TIG donde la estética sea importante.
| Grosor | Proceso | Amperaje / Hilo | Tungsteno / Voltaje | Gas Argón (CFH) | Relleno |
|---|---|---|---|---|---|
| 0,040-0,063 pulg (1-1.6 mm) | AC TIG | 55-90 A | 1/16-3/32 pulg | 15-20 | ER4043 1/16 pulg |
| 1/16-1/8 pulg (1.6-3 mm) | AC TIG / MIG | 90-160 A (TIG) / 0,030-0,035 pulg hilo (MIG) | - / 18-22 V (MIG) | 20-25 | ER4043 o ER5356 |
| 3/16-1/4 pulg (4.8-6.3 mm) | MIG | 0,035-0,040 pulg hilo | ~20-24 V (inicial) | 100% Argón o Ar/He | - |
| >1/4 pulg (>6.3 mm) | MIG con push-pull (recom.) | Múltiples pasadas | Precalentar 95-150°C (200-300°F) | Mezcla Ar/He (recom.) | - |
Para MIG, siempre utilice una técnica de empuje con un ángulo de 10-15° para mejorar la cobertura de gas y reducir la porosidad.
Equipos y Consumibles Esenciales
Fuente de Alimentación
La soldadura de aluminio requiere exclusivamente Corriente Alterna (CA). Esto se debe a que la CA ayuda a eliminar la capa de óxido y mantiene la penetración. La corriente DCEN (Corriente Directa, Electrodo Negativo) utilizada para acero o titanio no atraviesa el óxido de aluminio, resultando en soldaduras con hollín y agujeros. La DCEP (Corriente Directa, Electrodo Positivo) ofrece acción de limpieza, pero sobrecalienta el electrodo. La CA proporciona una mezcla equilibrada de EP y EN. Se necesita un mayor amperaje debido a la alta conductividad térmica del aluminio. Las máquinas de CA TIG deben ofrecer arranque de alta frecuencia, balance de CA y control de frecuencia de CA.
Para MIG, las máquinas de corriente constante (CC) y voltaje constante (CV) se pueden usar para soldadura por arco pulverizado (spray-arc). La transferencia por pulsos se realiza generalmente con una fuente de alimentación de inversor, ofreciendo menos salpicaduras y velocidades de seguimiento más rápidas.
El ciclo de trabajo es importante, ya que el aluminio a menudo requiere soldadura continua. Busque soldadores con control de balance ajustable para limpiar la capa de óxido y control de gas pre y post-flujo para protección durante el proceso de soldadura y enfriamiento.
Material de Aporte (Alambre de Soldadura)
La selección del material de aporte es crucial para soldaduras fuertes y fiables, con una temperatura de fusión similar al material base. Un mayor diámetro del alambre (ej., 3/64 o 1/16 pulg.) facilita la alimentación.
- ER4043: Ofrece buena humectación, alimentación más fácil y mejor resistencia al agrietamiento. Es bueno para aleaciones como la 6061 cuando no se requiere un anodizado posterior.
- ER5356: Proporciona mayor resistencia a la soldadura y es mejor para piezas sometidas a carga o para igualar el color del anodizado. Su alambre ligeramente más rígido se alimenta bien en MIG.
Se deben evitar aleaciones como la 2024 y 7075 si es posible, ya que se agrietan con facilidad y requieren procedimientos especiales. Las aleaciones 4043, 4943 y 5356 cubren aproximadamente el 85% de las soldaduras y son rentables, pero su color puede cambiar de brillante a oscuro después del anodizado.
Gas de Protección
Se utilizan gases inertes, principalmente argón o mezclas de argón.
- Argón 100%: Es el gas protector más utilizado para la mayoría de las soldaduras de aluminio con TIG o MIG, especialmente hasta un espesor de chapa de aprox. 12,5 mm.
- Mezcla Argón/Helio: Para material más grueso o para aumentar la velocidad de desplazamiento, el helio se mezcla con argón (25% al 75% de helio) para conseguir un mayor aporte de calor y una mejor penetración.
El punto de rocío del gas es fundamental. El argón 4.6 (99,996% de pureza) tiene un punto de rocío de -62 °C. Inspeccione regularmente las tuberías de gas para detectar condensación, ya que la humedad puede encontrar su camino y aumentar el punto de rocío, causando porosidad.
Los caudales típicos son de 15-25 CFH para TIG y 20-30 CFH para MIG, ajustados al tamaño de la boquilla y al tiro.
Técnicas de Soldadura y Control de Calor
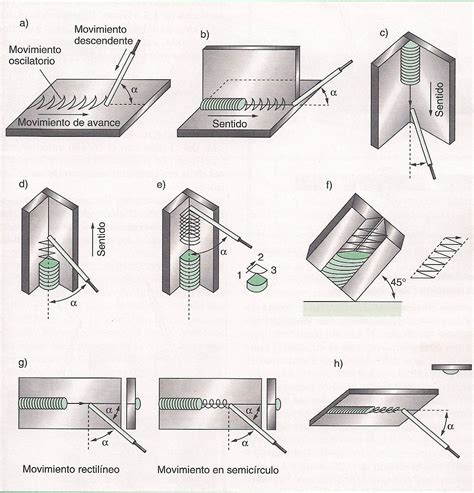
Dominar la soldadura de aluminio exige precisión en la dirección, la posición, el ángulo y la velocidad.
Dirección de Soldadura
La dirección de soldadura se refiere a cómo se mueve la antorcha o el electrodo de tungsteno a lo largo de la junta. Se prefiere la técnica de empuje, donde se inclina la antorcha hacia adelante (10-15°), empujando el baño de soldadura. Esto ofrece mejor visibilidad, una penetración más superficial y es ideal para soldadura MIG en materiales delgados. La técnica de arrastre proporciona una penetración más profunda, pero no es la más adecuada para aluminio.
Posiciones de Soldadura
Las posiciones de soldadura (plana, horizontal, vertical o sobre la cabeza) definen la orientación de la unión. En vertical, se prefiere la soldadura ascendente para una penetración más profunda y control, usando un patrón triangular. La soldadura descendente es más rápida y adecuada para materiales delgados.
Velocidad de Soldadura
La soldadura de aluminio debe realizarse "en caliente y rápido". La alta conductividad térmica del aluminio requiere velocidades de desplazamiento más altas. Una velocidad demasiado rápida puede provocar uniones débiles o falta de fusión. Una velocidad demasiado lenta puede causar quemaduras (burn-through) o acumulación excesiva de material.
Longitud del Arco
Mantenga una longitud de arco corta, ya que influye en la penetración de la soldadura y en la forma de la superficie soldada. Un arco demasiado largo hace que la varilla se funda antes de llegar al charco.
Manejo del Calor
- Arranque en Caliente: Ayuda a que el charco se forme rápidamente.
- Llenado del Cráter: Es crucial rellenar el cráter al final de la soldadura para evitar el agrietamiento. El agrietamiento es la causa de la mayoría de las fallas en la soldadura de aluminio, debido a la alta tasa de dilatación térmica y las contracciones considerables al enfriarse. Se debe acumular material para formar una forma convexa o de montículo en el cráter, ya que los cráteres cóncavos aumentan el riesgo de fisura.
Consideraciones sobre Aleaciones de Aluminio
No todas las aleaciones de aluminio son iguales en cuanto a soldabilidad. Se dividen en dos categorías:
- Aleaciones No Tratables Térmicamente: Se endurecen mediante trabajo en frío. Las series 1xxx, 3xxx (manganeso) y 5xxx (magnesio) se consideran generalmente muy soldables. La serie 4xxx incluye aleaciones no tratables térmicamente que se ven sobre todo en varillas de relleno.
- Aleaciones Tratables Térmicamente: Incluyen las series 2xxx (cobre), 6xxx (magnesio-silicio) y 7xxx (zinc-magnesio).
- Las aleaciones 6xxx son súper soldables y resistentes, aunque la zona afectada por el calor (ZAC) puede degradarse durante la soldadura.
- Las series 2xxx y 7xxx generalmente no se consideran muy soldables porque se agrietan con facilidad. Sin embargo, algunas, como la 2219, pueden ofrecer una excelente relación resistencia-peso con procedimientos de soldadura específicos.
La composición de la aleación, la temperatura introducida y la temperatura durante el proceso de maduración afectan la estructura reticular y las propiedades mecánicas. Para controlar la distribución de los elementos de aleación y evitar su precipitación prematura, debe garantizarse la temperatura de maduración correcta después de soldar el aluminio endurecible. La resistencia alcanzable disminuye con el aumento de la temperatura; la mayor solidez se logra con el curado en frío, que normalmente ocurre a temperatura ambiente.
Defectos Comunes y Soluciones
Los problemas comunes durante la soldadura de aluminio incluyen:
- Porosidad: Burbujas de gas atrapadas, causadas por gas de protección inadecuado o contaminantes (humedad, aceite) en la superficie.
- Quemado (Burn-through): Exceso de calor o velocidad demasiado lenta, especialmente en aluminio más fino.
- Falta de Fusión: Velocidad demasiado rápida o temperatura insuficiente.
- Socavación: Un ángulo de trabajo excesivo (>45° en soldaduras de filete) puede causar socavación. Reduzca el ángulo y el amperaje.
- Cordón Irregular: Generalmente por un ángulo de desplazamiento incorrecto.
- Agrietamiento del Cráter: Falla común debido a la alta dilatación térmica y contracción del aluminio al enfriarse. Se previene con un llenado de cráter adecuado y una forma convexa.
- Contaminación por Tungsteno: En TIG, puede ocurrir si el electrodo toca el baño de soldadura.
- Hollín: Indica impurezas del gas, material base o alambre.
Seguridad en la Soldadura de Aluminio
La extracción de humos es un tema importante al soldar aluminio. Los humos de soldadura generados pueden contener ozono y óxidos de nitrógeno (NOx). Asegúrese de que existan sistemas adecuados de ventilación y extracción de humos locales para reducir la exposición.
Utilice siempre Equipo de Protección Individual (EPI) completo: guantes, chaqueta y un casco de soldador adecuado. Mantenga la zona de trabajo limpia y seca, retire los materiales inflamables y, en trabajos grandes, asigne un vigilante de incendios.