Los diferentes procesos de soldadura influyen significativamente en el control de calidad y todo lo que ello involucra en la fabricación de estructuras. Los procesos de soldadura que se describen a continuación son principalmente eléctricos y son ampliamente utilizados en la industria.
Procesos de Soldadura Comunes para Aceros Estructurales
Los equipos para soldar más utilizados por los diferentes fabricantes corresponden a los procesos denominados SMAW o MMA (Shielded Metal Arc Welding, Manual Metal Arc), GMAW (Gas Metal Arc Welding) y SAW (Submerged Arc Welding).
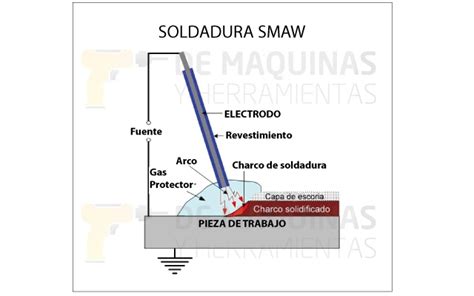
Proceso SMAW o MMA (Soldadura con Electrodo Revestido)
Este proceso define la soldadura con un electrodo o material de aportación revestido con un material fundente que genera gas y una costra de protección. La clasificación de los electrodos SMAW incluye códigos como:
- XX: representa la resistencia a tensión del metal de aportación en kilolibras por pulgada cuadrada (ksi).
- Y: indica la posición en la cual puede hacerse la soldadura de forma satisfactoria.
Proceso GMAW (Soldadura con Metal de Aportación y Gas)
El proceso GMAW define un sistema en el cual el electrodo o material de aportación no cuenta con un revestimiento y el gas requerido es aportado por el equipo. Los equipos utilizados para este tipo de soldadura emplean un electrodo continuo y se conoce como micro alambre. Su clasificación incluye:
- XX: los dígitos en miles, equivalente a la resistencia a tensión del metal de aportación en kilolibras por pulgada cuadrada (ksi).
- S: indica que el alambre es sólido.
- La posición en la cual puede hacerse la soldadura de forma satisfactoria.
- x: indica la composición química del electrodo.
Proceso SAW (Soldadura con Arco Sumergido)
Los procesos para soldar estructuras metálicas también incluyen la soldadura con arco sumergido (SAW). En su clasificación, la letra S indica que la soldadura se hace únicamente con escoria aplastada (re-utilización de arena quemada) o es una mezcla de escoria aplastada con arena no utilizada.
Acero ASTM A36 y Selección de Electrodos
En su mayoría, los perfiles y placas empleados para el diseño y construcción de estructuras de acero son aleaciones al carbono, cuyas resistencias van desde los Fy = 2530 kg/cm² para el ASTM A36, hasta Fy = 3515 kg/cm² como el ASTM A 992 o ASTM 572-G50. Estos aceros son compatibles con electrodos de 70 Ksi, dada su aleación y contenido de carbono.
La selección del electrodo es crucial para la calidad de la soldadura:
- Los electrodos E-60 Ksi (SMAW) generan soldaduras más suaves o maleables y son útiles para el armado (trabajos de ensamble de las piezas) y el fondeo (cerrar las ranuras), pudiendo retirarse de forma fácil.
- Los electrodos de 90 Ksi generan soldaduras de alta resistencia y requieren un proceso previo a su aplicación, como soldar varilla (alto contenido de carbono) o piezas especiales (piezas de cold rolled).
Es importante mencionar que las iniciales de una soldadura definen el proceso y equipo a utilizar, el cual podrá ser sugerido por quien realizó el Proyecto Estructural y los planos de Ingeniería Básica.
Consideraciones Técnicas y de Procedimiento para la Soldadura de Filete en ASTM A36
Para lograr una soldadura de alta calidad en acero ASTM A36, es fundamental considerar diversos factores y seguir un proceso cuidadoso. La soldadura MIG del ASTM A36, por ejemplo, se realiza con materiales de aporte como ER70S-2 o ER70S-6, a menudo en una sola pasada en posición plana y horizontal.
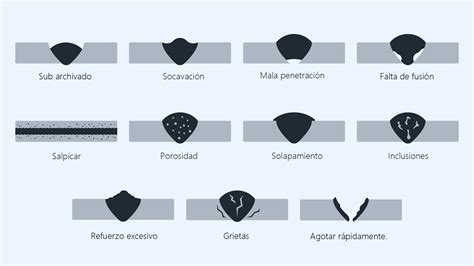
Control de Calidad y Prevención de Defectos
Un aspecto crítico es la prevención de posibles defectos como la porosidad, grietas y deformaciones. Para asegurar la calidad de los electrodos y cumplir con los procedimientos de soldadura establecidos, es esencial consultar las especificaciones del electrodo y las recomendaciones del fabricante.
Determinación del Amperaje
El amperaje requerido durante la soldadura es influenciado por varios factores, incluyendo el diámetro y el tipo de electrodo. Por ejemplo, la soldadura en posición horizontal puede requerir más amperaje que la soldadura en posición plana. Se recomienda realizar pruebas con diferentes configuraciones de amperaje y ajustarlo según sea necesario para optimizar la apariencia de la soldadura.
5 Errores Técnicos en SOLDADURAS 2024 – Inconsistencias | Estructuras Metálicas #soldadura
Comunicación y Normativas
La comunicación efectiva de la información del diseñador al operario de soldadura es crucial. Además, el mercado de la construcción, aunque carece de parámetros específicos en algunas áreas como los empalmes soldados de barras corrugadas A615 con acero A36, delega la responsabilidad de fijar estos parámetros a códigos como el D1.4 de la Sociedad Americana de Soldadura (AWS).
La soldabilidad de los aceros depende de sus características al ser soldados, ya que pueden generar transformaciones alotrópicas que influyen en las propiedades mecánicas. La aplicación de códigos como el AWS D1.4 sirve de guía para desarrollar procedimientos de soldadura, desde la selección del tipo de junta y metal de aporte (como el electrodo E7018, común en el mercado nacional), hasta la elaboración de probetas para optimizar parámetros y definir criterios de aceptación de calidad (inspección visual, ensayo mecánico y macrografía).
Aplicación Específica: Soldadura de Filete de ASTM A36 con Planchas Hardox
Un reto para la industria lo constituye el soldeo de materiales disímiles. Por ejemplo, en el caso de la unión de plancha antidesgaste Hardox y el acero estructural ASTM A36, es necesario detallar parámetros, criterios y recomendaciones dados por códigos como AWS D14.3 - Ed. 2019, AWS B2.1 - Ed. 2021 y el uso del código AWS D1.1 - Ed. 2020. Este último es fundamental para estimar valores de temperatura de precalentamiento y temperatura entre pases, ya que la plancha antidesgaste Hardox, aunque considerada como acero de alta resistencia, no siempre está listada explícitamente en todas las fuentes.
Un caso particular, donde el uso correcto de normas, códigos y criterios es indispensable, es el soldeo de orejas de izaje de acero ASTM A36 sobre planchas Hardox de 500 HB. Estas uniones, que forman parte de los liners de molinos, suelen realizarse mediante un tipo de junta en filete, soldado alrededor. Debido a la exigencia de su aplicación final, que es el transporte e instalación de dichos liners, se busca una solución óptima que pueda asegurar una buena junta soldada, destacando la importancia de la soldadura de filete en este tipo de aplicaciones estructurales críticas.