La industria láctea atraviesa una etapa de innovación acelerada. Las categorías de leche saborizada y leche funcional se han consolidado como pilares del crecimiento en el sector, impulsadas por una demanda creciente de nuevas experiencias sensoriales y beneficios específicos para la salud.
Tendencias y crecimiento del mercado
Se prevé que ambas categorías mantengan una evolución positiva: la leche saborizada presenta una tasa de crecimiento anual compuesta (TCAC) estimada del 6,85% para el periodo 2025-2034, mientras que la leche funcional se proyecta con un 6,2% (2024-2032). Este dinamismo se refleja en un aumento del 20% en los lanzamientos de nuevos productos lácteos registrado en 2023.
Los consumidores buscan activamente:
- Experiencias de sabor novedosas y momentos placenteros.
- Beneficios de bienestar, como la adición de probióticos y nutrientes enriquecidos.
- Productos de alto margen, que pueden llegar a ser hasta 7 veces más rentables que las bebidas lácteas tradicionales.
Consideraciones técnicas en la elaboración
La transición hacia productos de valor agregado requiere un análisis riguroso, ya que la incorporación de nuevos sabores o ingredientes funcionales es un proceso complejo que afecta tanto al producto final como a la eficiencia operativa.
Impacto de los procesos térmicos
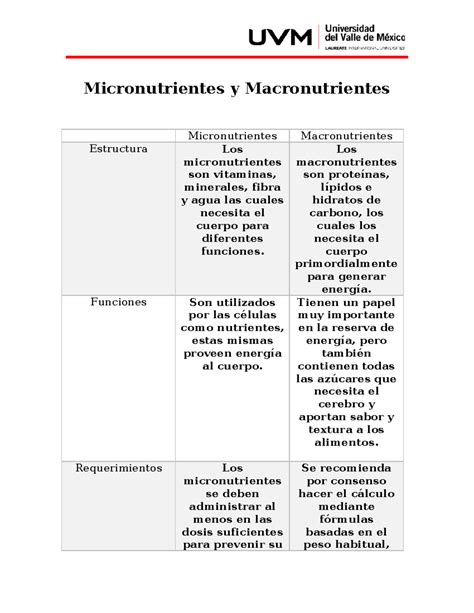
Estudios científicos comparativos han evaluado la calidad nutricional de la leche sometida a diversos tratamientos (pasteurización, UHT y secado por atomización). Si bien los procesos térmicos son necesarios, se ha observado que:
- Los macronutrientes permanecen estables a lo largo de 90 días de almacenamiento en leches UHT y en polvo.
- Se han detectado variaciones menores en micronutrientes, como una disminución en la vitamina A y lisina disponible en leche en polvo tras el almacenamiento.
- Desde el punto de vista sensorial, las leches procesadas mantienen una buena aceptabilidad, sin diferencias notables respecto a controles de calidad estándar.
Ventajas funcionales de la leche en polvo
La leche en polvo destaca por su versatilidad como ingrediente industrial, aportando propiedades críticas para el desarrollo de alimentos:
| Función | Beneficios |
|---|---|
| Emulsificación | Evita la aglomeración de grasas y mejora la textura. |
| Gelificación | Aporta consistencia cremosa y mejora la sensación en boca. |
| Solubilidad | Facilita la dispersión sin sedimentación en sopas y bebidas. |
| Dorado | Potencia la reacción de Maillard en productos horneados. |
Optimización operativa y sostenibilidad
Para capitalizar el potencial de estas categorías, es fundamental integrar tecnologías que minimicen el desperdicio y reduzcan el consumo energético. Innovaciones como el mezclador industrial de proteínas resuelven problemas de formación de espuma, mejorando la calidad en bebidas de alta viscosidad.
En cuanto al envasado, la tendencia se desplaza hacia soluciones circulares. El uso de polímeros de origen vegetal o reciclados permite reducir el impacto ambiental manteniendo la integridad del producto, esencial para leches con valor agregado. Envases especializados, como Tetra Prisma® Aseptic, combinan un diseño ergonómico con una experiencia de consumo superior.
LÍNEA DE PASTEURIZADO LECHE
tags: #leche #saborizada #en #polvo