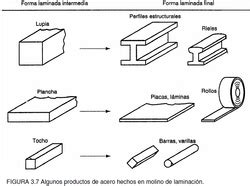
El uso de perfiles de acero en la construcción es cada vez más frecuente cuando se requiere una estructura que combine alta resistencia mecánica con estética. Estos materiales se crean a partir de un proceso de laminado en caliente, también conocido como rolado, y se clasifican según su proceso de fabricación en perfiles de acero laminado en frío y laminado en caliente.
Fundamentos estructurales: el papel de las vigas
Las vigas constituyen los elementos principales en cualquier tipo de construcción, actuando como los pilares que forman el esqueleto estructural. Estos elementos reciben las cargas de las losas o elementos planos y las distribuyen sobre la estructura. Este proceso genera tensiones que pueden alcanzar niveles críticos, especialmente en las partes inferiores de la edificación.
Para garantizar la integridad, es necesario que las vigas posean un comportamiento mecánico óptimo, particularmente en puntos álgidos como la unión viga-pilar. En casos de alta exigencia, se requiere un refuerzo adicional para evitar deformaciones o torsiones.
Tipos de perfiles de acero según su geometría
Existen diversos tipos de perfiles, cada uno diseñado para funciones específicas dentro de un proyecto:
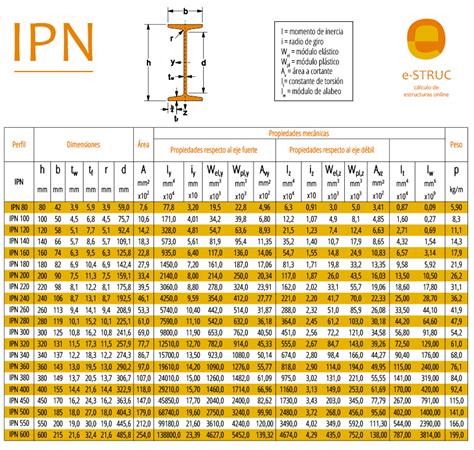
- Perfil IPN: Se caracteriza por sus pestañas inclinadas y cortas en contraposición al cuerpo de la viga.
- Perfil IPE: Perfil laminado de normativa europea con sección en doble T.
- Perfil HEM: Producto laminado con una sección en forma de H, con alas más anchas que los perfiles IPN o IPE.
- Perfil UPN: Sección en forma de U, cuyas alas están inclinadas un 8% respecto al alma.
- Perfil en T: Barra con sección transversal en forma de “T”, producida generalmente con acero de bajo tenor de carbono.
Fabricación de perfiles T soldados
Los perfiles T soldados, conformados mediante la unión de placas individuales (alma y patín), representan una solución de ingeniería que permite una personalización dimensional superior a los perfiles laminados estándar. Este proceso es vital cuando se requieren geometrías específicas o relaciones optimizadas entre resistencia y peso.
Proceso de manufactura y materiales
La fabricación comienza con el corte de placas de acero mediante oxicorte, plasma o láser. La unión entre el alma (parte vertical) y el patín (parte horizontal) se realiza mediante soldadura controlada, la cual debe garantizar la transferencia íntegra de esfuerzos.
| Grado de Acero (ASTM) | Tensión de Fluencia (Fy) | Uso Común |
|---|---|---|
| A36 | 250 MPa | Propósito general, buena soldabilidad. |
| A572 Grado 50 | 345 MPa | Alta resistencia, optimización de peso. |
| A588 | 345 MPa | Resistencia a la corrosión atmosférica. |
Soldadura por arco sumergido “SAW”
Técnicas de soldadura
La calidad de la unión depende del proceso seleccionado:
- SMAW (Electrodo Revestido): Versátil, ideal para reparaciones y punteado.
- FCAW (Núcleo de Fundente): Alta tasa de deposición, muy eficiente en fabricación estructural.
- GMAW (MIG/MAG): Ofrece alta velocidad y calidad en espesores medios.
- SAW (Arco Sumergido): Proceso automático de máxima productividad para cordones largos y rectos.
Gestión de calidad y ensayos
El aseguramiento de la calidad es indispensable. Se realizan inspecciones visuales (VT) y Ensayos No Destructivos (END) para detectar discontinuidades internas. Los métodos más comunes incluyen:
- Líquidos Penetrantes (PT): Para fisuras abiertas a la superficie.
- Partículas Magnéticas (MT): Para detectar defectos subsuperficiales en materiales ferromagnéticos.
- Ultrasonido (UT): Método volumétrico esencial para soldaduras críticas.
- Radiografía (RT): Proporciona un registro permanente mediante imágenes de rayos X o gamma.