El mundo moderno se beneficia enormemente de la existencia de materiales versátiles como los polímeros espumados, conocidos por sus propiedades aislantes y ligeras. Esta guía informativa detalla el proceso de fabricación de dos de los polímeros espumados más comunes: el **Poliestireno Expandido (EPS)** y la **Espuma de Poliuretano**.

Fabricación de Poliestireno Expandido (EPS)
El **Poliestireno Expandido (EPS)** es un material ampliamente utilizado y conocido por sus propiedades aislantes y ligeras. La fabricación de EPS implica un proceso de formación de espuma de tres pasos, utilizando gas pentano como agente espumante físico principal, almacenado en forma líquida dentro de las partículas de la materia prima.
Primera Etapa: Preexpansión del Poliestireno Expandido
La primera etapa, conocida como **preexpansión**, implica expandir las partículas de cristal de EPS en partículas de monómero hinchadas. El principio de formación de espuma funciona de la siguiente manera: la materia prima de EPS se calienta con vapor. Cuando la temperatura del vapor supera los 80 grados centígrados (el rango ideal es de 93-102 grados), las partículas de poliestireno comienzan a ablandarse. El agente espumante distribuido en su interior se gasifica debido al calor, creando una presión que hace que las perlas se expandan y formen huecos no conectados.
El vapor también penetra en los huecos ya expandidos, aumentando la presión general en su interior. A medida que se continúa introduciendo vapor, la presión y el volumen de las perlas aumentan constantemente. La penetración continua del vapor durante la preexpansión es crucial, ya que la velocidad del vapor que ingresa a los huecos debe exceder la velocidad a la que el agente espumante escapa de ellos. Esto evita que el agente espumante se escape, permitiendo que el polímero se estire hasta alcanzar un estado gomoso con suficiente resistencia para equilibrar la presión interna, logrando así la preexpansión. A lo largo de este proceso, las perlas deben permanecer dispersas y fluir libremente, lo que generalmente se logra mediante la mezcla continua de perlas y vapor en un recipiente agitado.
¿Cómo se hace?. ¡La INCREÍBLE Expansión del POLIESTIRENO 50 VECES su Tamaño! 🤯🏗️
Segunda Etapa: Envejecimiento de Perlas Preexpandidas
Después de la preexpansión, las perlas se someten a un período de almacenamiento conocido como **envejecimiento**, para permitirles absorber aire. Durante este proceso, las perlas se enfrían con aire, lo que hace que el agente espumante y el vapor de agua dentro de los huecos se condensen en un líquido, creando un vacío en su interior. El envejecimiento implica permitir que el aire penetre a través de las delgadas paredes de los huecos, equilibrando la presión interior con la presión exterior. En esta etapa, las partículas preexpandidas ganan elasticidad.
Es fundamental tener en cuenta que el período de almacenamiento de las perlas preexpandidas no debe ser excesivamente largo, ya que el agente espumante se difunde hacia el exterior durante el proceso. Generalmente, las densidades de espuma más ligeras tienen tiempos de envejecimiento más cortos, mientras que las densidades más pesadas requieren períodos más largos para un envejecimiento adecuado.
Tercera Etapa: Moldeo Final del EPS
La tercera etapa, conocida como **proceso de moldeo**, consta de dos fases: calentamiento con vapor y enfriamiento para dar forma. Después del envejecimiento, las perlas preexpandidas se someten a calentamiento con vapor en un breve período (aproximadamente 20-60 segundos), lo que evita que el aire escape. Las perlas experimentan una rápida expansión debido al calentamiento, generando presión.
La presión total excede la presión del vapor aplicada externamente a las perlas. En este punto, el polímero se ablanda y la presión dentro de los huecos supera la presión externa, lo que hace que las perlas se expandan una vez más. Las perlas expandidas llenan los espacios entre ellas, formando un bloque sólido con la misma forma que el molde. Esto da como resultado la creación de productos de espuma plástica, que luego se enfrían con agua para su fraguado final.
Fabricación de Espuma de Poliuretano
El **poliuretano** es la familia más versátil de polímeros existente, con aplicaciones que van desde espumas aislantes y elastómeros hasta adhesivos y recubrimientos. Fue descubierto en 1937 y su producción a escala industrial comenzó en 1952. Los poliuretanos se forman a partir de la reacción química de isocianatos y alcoholes polihídricos (polioles).
Materias Primas y Reacción de Polimerización
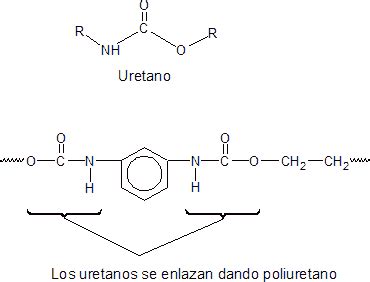
Los poliuretanos se sintetizan haciendo reaccionar **diisocianatos** con **dialcoholes** (o polioles). La polimerización se produce por crecimiento en etapas, donde monómeros, dímeros y oligómeros se combinan para formar un poliuretano de alto peso molecular. El nombre "poliuretanos" proviene de la presencia de enlaces uretano en su cadena principal.
En este proceso, se pueden emplear iniciadores como el DABCO o el (CH3)2SO2. El DABCO, un agente nucleófilo, facilita la reacción al activar el oxígeno de los hidrógenos alcohólicos, lo que a su vez permite la reacción con el carbono deficiente en electrones del grupo isocianato, formando un enlace.
Componentes Clave: Polioles e Isocianatos
Existen diversos tipos de polioles e isocianatos que confieren diferentes propiedades al poliuretano final:
- Polioles:
- Polioles de poliéster: Fabricados a partir de ácidos adípicos, caproláctico, maleico o ftálico. Generalmente ofrecen excelentes propiedades mecánicas, aunque con menor estabilidad hidrolítica y elasticidad comparados con los poliéteres.
- Polioles de poliéter: Como el PEG (polietilenglicol), PPG (polipropilenglicol) y PTMEG (politetrahidrofurano). Destacan por su estabilidad hidrolítica y son usados para elementos flexibles (espumas, elastómeros, adhesivos).
- Diisocianatos:
- Hexilmetileno (HDI) e Isopronon (IPDI) diisocianato: Isocianatos alifáticos que brindan productos estables a la luz y menor reactividad.
- MDI (Difenilmetano diisocianato): Uno de los diisocianatos técnicamente más importantes, genera muy buenos poliuretanos con di, tri y polialcoholes. Existen las variantes 2,4-MDI y 4,4-MDI.
- TDI (Toluoldiisocianato): La mezcla de 2,4- y 2,6-toluoldiisocianato es un material básico para espumas, elastómeros, lacas y adhesivos, con proporciones variables según la aplicación.
- TMXDI (1,3-diisocianato-1-metiletilbenceno): Ofrece estabilidad a la luz y elevadas propiedades mecánicas, incluso a altas temperaturas, además de buenas resistencias al corte, rasguño y abrasión.
Tipos de Poliuretano: Flexibles, Rígidos y Elastómeros
Los poliuretanos pueden ser de dos tipos principales, **flexibles** o **rígidos**, dependiendo del número de grupos -OH de los polioles usados. Los rígidos se obtienen al reaccionar el diisocianato con poliglicoles, mientras que los flexibles se consiguen utilizando trioles derivados del glicerol y del óxido de propileno.
Un ejemplo de elastómero termoplástico poliuretánico es el Spandex (vendido como Lycra por DuPont), que posee enlaces urea y uretano en su cadena. Lo que le confiere sus características especiales es la presencia de bloques rígidos y flexibles en su estructura, actuando como un elastómero y permitiendo la creación de tejidos altamente elásticos.
Proceso de Fabricación de Piezas de Espuma de Poliuretano con Recubrimiento Textil
La fabricación de piezas de poliuretano con recubrimiento textil puede realizarse mediante varios procedimientos, destacando dos enfoques principales y un método innovador:
1. Espumación sobre Molde Abierto Tradicional
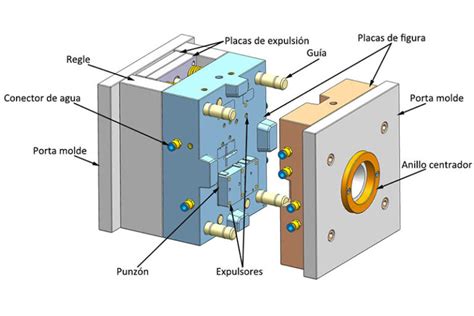
El procedimiento tradicional implica verter poliuretano líquido en el fondo de un molde abierto. A medida que el poliuretano reacciona en contacto con el aire y con el apoyo de la temperatura del molde, comienza a crecer y aumentar su volumen. Luego, se cierran las tapas del molde, permitiendo que el poliuretano se adapte a la geometría interior. Una vez curado y solidificado, se abre el molde para retirar la pieza. Esta pieza, así obtenida, es posteriormente recubierta con una funda textil de manera separada.
2. Espumación "In Situ"
Este proceso busca obtener un conjunto compuesto por la pieza de poliuretano conformada y adherida directamente a la funda textil. Se coloca y adapta la funda textil sobre el fondo de un molde (preferentemente de aluminio), a menudo mediante aspiración por vacío. A continuación, se vierte el poliuretano líquido sobre el textil. Se cierran las tapas del molde y el poliuretano crece, adaptándose a la geometría y uniéndose fijamente al material textil colocado en las paredes del molde. El resultado es una pieza de espuma de poliuretano con la funda textil adherida.
3. Procedimiento Innovador con Molde Abierto y Parte Móvil
Para combinar la flexibilidad de las formulaciones tradicionales con la adhesión "in situ" en ciertas zonas, se ha desarrollado un procedimiento que utiliza un molde abierto modificado. La invención permite la fabricación de piezas de espuma de poliuretano con recubrimiento textil donde una parte requiere estar unida al textil, sin necesidad de barreras, y aprovechando las instalaciones existentes. Este método se caracteriza por las siguientes fases:
- Una porción principal del cuerpo laminar textil se adosa a una superficie frontal de una **parte móvil** del molde, mientras el resto del textil queda por fuera.
- La parte móvil, dotada de doble pared y pequeños orificios, utiliza un sistema de **aspiración por vacío** para fijar el textil.
- Esta parte móvil se desplaza (lineal o angularmente) para separarse del resto del molde.
- Durante este desplazamiento, las zonas del textil que no se desean espumar se resguardan debajo de la parte móvil.
- Una vez fijada la zona a espumar mediante vacío, la parte móvil se acopla al resto del molde, formando un molde normal con una zona cubierta por la funda.
- Se realiza la espumación con molde abierto por encima de la zona con funda y en el resto del molde.
- Posteriormente, se cierran las tapas del molde para el curado de la pieza.
- Una vez curada, se abren las tapas, y la parte móvil se desplaza nuevamente para liberar el resto de la funda del molde.
- Finalmente, se retira la pieza fabricada, obteniendo un cuerpo de poliuretano con zonas del textil parcialmente adheridas, utilizando formulaciones de espuma tradicionales.
Este procedimiento busca superar las limitaciones de la espumación "in situ" tradicional, permitiendo una adaptación más flexible a las instalaciones existentes sin modificaciones extensas.
Propiedades y Aplicaciones de los Polímeros Espumados
Los polímeros espumados, como el EPS y el poliuretano, ofrecen una amplia gama de propiedades que los hacen indispensables en numerosas industrias:
- Resistencia y Rigidez: Aunque no tan fuertes como los metales, sus propiedades mecánicas aumentan con el peso volumétrico. Tienen una excelente tenacidad, flexibilidad y alta capacidad de alargamiento.
- Aislamiento Térmico: Poseen un coeficiente de transmisión de calor muy bajo, superando a muchos aislantes tradicionales y permitiendo espesores reducidos para aislamientos equivalentes.
- Adherencia: Especialmente el poliuretano, se adhiere excelentemente a una gran variedad de materiales de construcción como madera, piedra, hormigón, metal y plásticos, sin necesidad de adherentes adicionales.
- Resistencia Química y Ambiental: El poliuretano es resistente al agua (potable, de lluvia, de mar), soluciones alcalinas y ácidos diluidos, hidrocarburos alifáticos (gasolina, diésel), gases de escape y aire industrial. Sin embargo, puede ser condicionalmente resistente a hidrocarburos clorados, acetonas y éteres, y no es resistente a ácidos concentrados.
- Estabilidad Dimensional: Mantienen una muy buena estabilidad dimensional en rangos de temperatura amplios, por ejemplo, de -200 ºC a 100 ºC para el poliuretano.
- Otras Propiedades: Dificultan el crecimiento de hongos y bacterias, pueden ser autoextinguibles en caso de incendio (según DIN 4102 al combinarse con capas incombustibles), y pueden pintarse una vez curados.
¿Cómo se hace?. ¡La INCREÍBLE Expansión del POLIESTIRENO 50 VECES su Tamaño! 🤯🏗️
Aplicaciones Comunes
Gracias a sus propiedades, los polímeros espumados encuentran uso en:
- Aislamiento: Térmico en edificios, refrigeradores, tuberías.
- Automoción: Cojines, paragolpes, componentes internos.
- Embalaje: Protección de productos frágiles.
- Construcción: Relleno de huecos, paneles aislantes, refuerzo de superficies.
- Industria Textil: Tejidos elásticos (Lycra).
- Calzado: Suelas para zapatillas.
- Adhesivos y Recubrimientos.
tags: #fabricacion #de #tallarin #polimero #espumado