Introducción a las Roscas y el Filete
La operación de fabricación de roscas se denomina roscado. Para comprender qué es una rosca, podemos visualizar cómo alrededor de un cilindro se enrolla un prisma, conocido como filete, formando una hélice. Sin embargo, en la práctica, las roscas se obtienen tallando un surco helicoidal sobre la superficie de un cilindro.
El cilindro sobre el que se asienta el filete se denomina núcleo, y cada vuelta completa del filete constituye un hilo. De forma más precisa, un filete es una superficie (generalmente prismática) en forma de hélice, constitutiva de la rosca o parte saliente del surco.
Las roscas son surcos helicoidales tallados en la superficie de un cilindro y se utilizan ampliamente en todos los sectores industriales, especialmente en aquellos que trabajan con materiales metálicos. Constituyen una de las formas más comunes de unir elementos, formando una pareja: uno con los filetes de la rosca en su parte exterior (tornillo, macho) y el otro con los filetes en su parte interior (tuerca, hembra), permitiendo que se enrosquen perfectamente.

Elementos Fundamentales de una Rosca y su Filete
Las diferencias en el valor de los distintos elementos y su relación entre sí es lo que distingue a unas roscas de otras. A continuación, se detallan los componentes clave que definen una rosca:
- Flanco: Es la cara lateral del filete.
- Paso (P): Es la distancia que hay entre dos filetes o hilos consecutivos, medida paralelamente al eje. En el sistema imperial, el paso se mide en hilos por pulgada (TPI), mientras que en el sistema métrico, es la distancia en milímetros entre filetes. Cuanto menor es este número en roscas métricas, más fina es la rosca; cuanto mayor es, más gruesa es.
- Avance (A): Es la distancia que avanza o retrocede un tornillo o tuerca al girar una única vuelta. Numéricamente, el avance coincide con el paso siempre que la rosca tenga un solo filete.
- Ángulo de Rosca (α): Es el ángulo determinado por dos flancos contiguos del filete.
- Diámetro Exterior o Nominal (d): Para los tornillos, es el diámetro exterior, es decir, el diámetro de un cilindro tangente a las crestas. Para una tuerca, es el diámetro de un cilindro tangente a los fondos.
- Diámetro Interior o de Fondo (d1): Es el diámetro del cilindro sobre el que se encuentra el filete de rosca. En el tornillo, se mide entre los fondos de los valles y se denomina diámetro del núcleo.
- Perfil: Es la forma de la sección transversal del filete. El perfil determina el tipo y las características de la rosca. Los diferentes tipos de rosca se distinguen por la forma geométrica de su filete.
- Sentido de la Hélice: Se habla de rosca a derechas cuando, para introducir el tornillo, se gira en sentido horario. Por el contrario, es una rosca a izquierdas cuando se gira el tornillo en sentido antihorario.
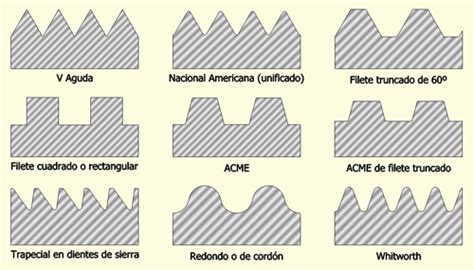
Tipos de Perfiles del Filete
El perfil del filete es un aspecto crucial que define las propiedades y aplicaciones de una rosca. Existen varios tipos, cada uno con características específicas:
- Perfiles Triangulares:
En este tipo de perfil, existe una gran superficie de contacto, lo que los hace idóneos para aplicaciones de fijación. Son comunes en roscas que requieren una sujeción segura.
- Perfiles Cuadrados:
Este perfil se emplea para aplicaciones que demandan altas resistencias, como en tornillos de potencia donde se requiere transmitir grandes fuerzas axiales.
- Perfiles Trapezoidales:
Similar a los cuadrados, los perfiles trapezoidales también se usan para la transmisión de potencia, ofreciendo una combinación de resistencia y facilidad de fabricación.
- Perfiles Redondos:
Estos filetes son empleados en roscas que deben soportar impactos, ya que su forma redondeada evita aristas vivas, reduciendo significativamente la acumulación de tensiones mecánicas y soportando bien el desgaste. Aunque su utilización para esfuerzos mecánicos es escasa debido a la complejidad en su fabricación, su uso más popular es donde el material que conforma el grueso de la rosca es fino, como en el caso de muchas bombillas que se sustentan mediante rosca.
- Perfiles de Diente de Sierra:
Este perfil facilita el roscado y su uso es habitual en envases de uso cotidiano (bebidas, pasta de dientes, tarros de cristal con tapa a rosca). Su ángulo de recepción es mayor (60°-70°) que el del diente triangular (55°-60°), lo que contribuye a un mejor ajuste.
Clasificación y Estándares de Roscas
Las roscas se agrupan y designan según diversos parámetros y estándares, que identifican sus principales elementos y características:
Nomenclatura y Designación
La designación o nomenclatura de la rosca implica la identificación de sus elementos clave. Se realiza mediante una letra representativa, indicando la dimensión del diámetro exterior y el paso. Por ejemplo, una designación de rosca métrica como M24x3 indica un diámetro de 24 mm y un paso de 3 mm. En la rosca unificada, la designación puede incluir información adicional como el ajuste (e.g., 3B, donde 3 es el ajuste y B indica una tuerca interna) o el sentido de la hélice (e.g., LH para rosca izquierda).
Tipos de Roscas Estándar
- Rosca Métrica ISO (M):
También conocidas como ‘roscas del sistema métrico’ o ‘SI’, pertenecen a una familia de pasos de rosca estandarizada en 1946. Su diseño es cilíndrico, con un filete helicoidal en forma de triángulo equilátero, crestas truncadas y valles redondeados. El ángulo del filete es de 60°. Se designa según las normas ISO 68-1 e ISO 965-1 con la letra "M". Aunque las aristas son más redondeadas que en otros tipos, la rosca métrica no es en sí misma estanca y requiere un medio sellante. Los pasos finos métricos (ej. M10 × 1,25 o M10 × 1) se usan en aplicaciones con intensas vibraciones, ofreciendo una mayor resistencia a la tracción debido a un mayor número de filetes en la misma longitud.
- Rosca Unificada (Unified National Thread - UNC/UNF):
Similar en diseño y ángulo de flancos a la rosca métrica ISO (60º), la diferencia principal radica en que sus dimensiones responden al sistema imperial. Se usa en la producción en serie de tornillos, pernos y tuercas, y es eficaz en materiales de baja resistencia a la tracción (fundiciones, acero dulce) para maximizar la resistencia al desgarre. Se distinguen las series UNC (paso grueso) y UNF (paso fino). La serie UNF, aunque sacrifica la velocidad de montaje, ofrece mayor resistencia a la tracción y fiabilidad frente a las vibraciones, siendo empleada en aplicaciones que exigen ajustes de alta precisión.
- Rosca Whitworth (BSW - British Standard Whitworth):
Derivada de la rosca original de Whitworth, tiene forma de triángulo isósceles con un ángulo de 55° entre los flancos del filete. El lado menor del triángulo es igual al paso, y las crestas y valles son redondeados. Se usó comúnmente en plomería de baja presión, aunque su uso actual es limitado.
- Roscas para Tuberías:
- Rosca Cilíndrica BSPP (British Standard Pipe Parallel): Es una rosca cilíndrica o paralela que se monta en el mismo roscado cilíndrico. La estanqueidad se logra mediante una junta tórica o arandela. Se designa con la letra "G" seguida del diámetro nominal del tubo en pulgadas, según la norma ISO 228-1.
- Rosca Cónica BSPT (British Standard Pipe Taper): Se monta en roscados cilíndricos o cónicos. La estanqueidad se asegura con un recubrimiento previo en la rosca. Se designa con la letra "R" seguida del diámetro nominal del tubo en pulgadas, según la norma ISO 7-1.
- Rosca Cónica NPT (National Pipe Taper): Tiene un diseño cónico, con filetes formando un ángulo de 60° y crestas y valles truncados en 1.8°. Se monta en el mismo roscado cónico y su estanqueidad se garantiza con un sellante. Se designa según la norma ANSI B1.20.1 con las letras "NPT", precedidas por el diámetro nominal en pulgadas y el número de hilos por pulgada. Se diferencia de la BSP en su ángulo de filete (60° vs 55°) y en los pasos.
- Serie de 8 Hilos (8UN):
Para tornillos de una pulgada o más de diámetro, es común adoptar un paso constante de 8 hilos por pulgada (8 TPI), independientemente del diámetro. Este estándar simplifica el diseño y la fabricación de elementos de fijación grandes, utilizados en aplicaciones de alta presión o alta temperatura (ej., ASTM A193 B7).
Importancia del Paso de Rosca: Resistencia y Montaje
La elección del paso de rosca es una decisión de ingeniería crítica que afecta directamente la resistencia, la facilidad de montaje y la fiabilidad de una unión roscada. Los factores clave a considerar incluyen:
Resistencia Mecánica de la Rosca
La resistencia mecánica de una rosca, particularmente a la tracción, está ligada a la cantidad de material en el núcleo del filete. Las roscas finas, para un mismo diámetro nominal, tienen valles más pequeños y numerosos, lo que resulta en más material en su núcleo en comparación con las roscas de paso grueso. Esto se traduce en una mayor área de resistencia a la tracción, haciendo que las roscas finas sean más resistentes al esfuerzo de rotura.
Longitud de Acoplamiento para Evitar el Desgarre
La longitud de acoplamiento se refiere al número de filetes que deben estar en contacto para asegurar una sujeción sólida y evitar el desgarre o cizallamiento bajo carga. Las roscas de paso grueso, con filetes más profundos, requieren una menor longitud de acoplamiento, ya que cada vuelta ofrece un anclaje más profundo.
Facilidad de Montaje
Las roscas de paso grueso ofrecen un montaje más rápido y son más tolerantes a la presencia de suciedad, pintura o ligeras desalineaciones. Por el contrario, las roscas finas exigen un montaje más cuidadoso y preciso. En aplicaciones donde la velocidad de montaje es crucial, como en el automovilismo de competición, se prefieren los pasos gruesos.
Resistencia a las Vibraciones
La capacidad de una rosca para mantenerse apretada ante vibraciones y sacudidas es fundamental en muchas aplicaciones. Los flancos de los filetes finos tienen una inclinación menor que los de los pasos gruesos, lo que dificulta que las vibraciones aflojen el ensamblaje. Combinadas con tuercas autoblocantes, las roscas finas son excepcionalmente eficaces para mantener el apriete en entornos de alta vibración.
Nord-Lock Junker Test
Historia de la Normalización de Roscas
La invención de la rosca está intrínsecamente ligada a la del tornillo, con las primeras referencias documentadas atribuidas a Arquímedes en el siglo III a.C. Sin embargo, no fue hasta mediados del siglo XVIII que hubo avances significativos en su desarrollo y empleo. A mediados de 1830, en Inglaterra, Joseph Whitworth desarrolló y popularizó una serie de métodos que llevaron a la normalización de los pasos de tornillo, con un ángulo de rosca fijo de 55° y un paso estándar para un diámetro dado.
Posteriormente, en 1864, en Estados Unidos, William Sellers diseñó y popularizó la rosca que lleva su nombre. La rosca Sellers presenta un perfil de filete triangular equilátero con el vértice y el fondo truncados, y un ángulo de rosca de 60°. Hoy en día, sigue empleándose en la industria automovilística estadounidense.
En 1949, se estableció el Estándar de rosca unificado mediante un acuerdo entre Estados Unidos, Canadá e Inglaterra, reemplazando a la rosca Sellers y sentando las bases para las roscas UNC y UNF actuales.
Medición y Verificación de Roscas
Identificar y verificar una rosca es esencial para garantizar un ajuste adecuado y la fiabilidad del ensamblaje. Existen varios métodos para medir una rosca:
Uno de los métodos más sencillos y accesibles es el uso de un peine para roscas o galga. Esta herramienta, similar a una navaja suiza, consta de varias láminas metálicas dentadas. Para medir, se prueba cada lámina hasta encontrar la que se ajusta perfectamente en los valles de la rosca sin holgura. El valor del paso se encuentra grabado directamente en la lámina seleccionada.
Para mediciones más precisas, realizadas habitualmente en laboratorio o durante la producción, se emplean métodos más sofisticados. Estos incluyen el uso de proyectores de perfiles, que permiten identificar el ángulo del filete y otras características geométricas, y micrómetros específicos para medir elementos como el diámetro medio, a menudo utilizando la técnica de las tres varillas.
Para roscas internas de difícil acceso, como las que se encuentran en componentes complejos, la mejor solución puede ser la creación de una réplica de alta precisión mediante un producto de toma de impresiones (ej., Plastiform).
El control periódico del paso de rosca es fundamental para asegurar que los ensamblajes funcionen de manera fiable y conforme a las expectativas de diseño.
